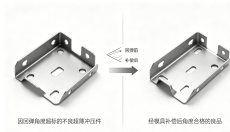
Ultra-thin sheet metal parts (0.1mm–0.8mm) are widely used in electronic terminals, conductive shrapnels, and precision equipment hardware. Due to low material rigidity and high elastic recovery, stamping springback is the most common defect, causing angle deviation, flatness failure and assembly mismatch. This article summarizes practical, mold-based and process-based solutions to completely control ultra-thin sheet metal springback for mass production stability.
Why Ultra-Thin Sheet Metal Easily Springs Back
Unlike thick metal plates, ultra-thin sheets feature low plastic deformation ratio. After bending and unloading, internal residual stress rebounds instantly. Common factors include uneven blank holder force, unreasonable mold gap, improper bending radius, and material hardness inconsistency. Stainless steel and high-strength steel ultra-thin parts show more obvious springback problems.
1. Mold Structure Optimization (Fundamental Solution)
- Springback reverse compensation design: Pre-set over-bending angle on the punch according to material properties (2°–6° compensation for stainless steel) to offset elastic recovery.
- Precision gap control: Reduce mold clearance appropriately to increase plastic deformation rate and reduce residual stress.
- Reinforcing rib & pressure point design: Add local pressure ribs and anti-springback pressure points to restrict material elastic reset effectively.
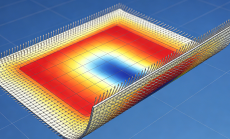
- Finite element mold simulation: Predict springback trend before production, optimize bending position and mold structure to reduce trial times.
2. Stamping Process Adjustment (Fast Improvement)
- Optimize blank holder force: Increase uniform blank holding pressure to avoid uneven material flow and unbalanced stress.
- Secondary bending calibration: Adopt two-stage bending process to fully release internal stress and eliminate micro springback.
- Adjust bending speed and holding time: Slow down forming speed and extend pressure holding time to stabilize forming accuracy.
3. Material & Product Design Assistance
Select low-springback customized sheet materials for high-precision parts. Avoid sharp bending corners to reduce stress concentration. Add tiny flanges or stiffeners on ultra-thin structures to improve overall rigidity and suppress elastic deformation.
Our Factory Advantages
We specialize in ultra-thin sheet metal stamping molds and
high-precision hardware parts. Combining FEM simulation, reverse springback compensation mold design and mature stamping process, we steadily control bending tolerance within ±0.05mm. Suitable for mass production of ultra-thin electronic shrapnels, terminals and precision structural hardware with zero springback defects.
Conclusion
Temporary springback can be adjusted by process parameters, while long-term stable improvement relies on professional mold structural optimization. For ultra-thin sheet metal precision stamping projects, early springback prediction and reverse compensation design are the most cost-effective solutions.
Contact us for customized anti-springback mold design and mass production solutions.
 order online now !
order online now !  call us now !
call us now ! 
 Zhugang Road 4, Changan town, Dongguan city, Guangdong Province, China
Zhugang Road 4, Changan town, Dongguan city, Guangdong Province, China +86-769-8226 2162
+86-769-8226 2162 +86-769-8188 6975
+86-769-8188 6975